
Engine assembly part 1
I got the block back from the machinist a couple of days ago and are now ready to start assemble stuff.<div>I started off with some thorough cleaning with brake cleaner on the cylinder liners and wiped off any residue from the hone and bore. I then oiled the liners with 10w-50 getting it ready for gapping rings.</div><div>I then numbered all the parts/bags with cylinder# not to mix up the gapped rings etc.</div><div>
</div><div>I did a quick cylinder wall to piston clearance check just to be sure the machinist didn’t screw up things. 0.030” was spot on.</div><div> </div><div>
</div><div>
</div><div>The numbers before gapping is as follows:</div><div>
</div><div>1:
Top .017
Second .012
Oil .020/.015
2:
Top .017
Second .012
Oil .017 / .018
3:
Top .016
Second .013
Oil .015 / .015
4:
Top .020
Second .012
Oil .015 / .015
</div><div>
</div><div>The recommended end gap from Wiseco is:</div><div>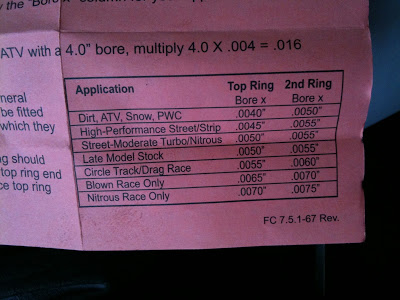 </div><div>These numbers are factors multiplied with the bore in inches.</div><div>
</div><div>These numbers are factors multiplied with the bore in inches.</div><div>
</div><div>With a Cyl bore of 84mm ~ 3.31 inch the Applications of interest calculates to:
</div><div>
</div><div>Application Top Second</div><div>Street-moderate. 0.017. 0.018</div><div>Circle Track/Drag Race: 0.018 0.020
Blown race only 0.022. 0.023</div><div>
</div><div>I was a little bummed to see that one of the top rings had a default gap of .020 ~0.5 mm</div><div>I’ll check if there are some differences in cylinder diameter and the possibility to swap rings as I would like to have it at 0.018”. If not I’ll just run .020”.</div><div>A friend of mine is running .020 without problems and dynoed 400 whp so that is probably ok.</div><div>
</div><div>Next up is buying a new motor stand and finding a way to grind the rings without ruining the rings. If I had planned ahead I would have bought the $49 manual ring grinder from Summit but that is not an option as I have to wait at least 10 days for that to arrive.</div><div>
</div>
Comments